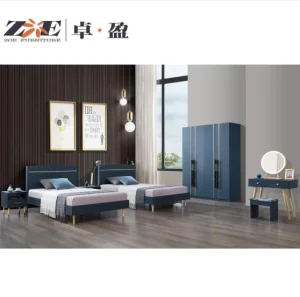
Explore our highly requested commercial and residential designs curated from leading manufacturing capabilities.







Analytical insights into the global shift toward flexible spatial architecture and industrial supply chains.
Modern urbanization has forced a transition from rigid, monolithic furniture configurations to highly adaptable layouts. High-density urban apartments, agile workspaces, and evolving hospitality facilities require modular seating systems that can easily adjust to variable footprints and social events.
Skyrocketing ocean freight rates require packaging optimization. Flat-packed, compressed, and armless modular parts maximize container volumetric efficiency (CBM). Sourcing components that assemble easily on-site lowers transportation costs and cuts carbon emissions for global importers.
Today's contract projects demand mass customization. Leading factories use digital fabric cutting, automated CNC wood frames, and configurable modular designs. This lets designers select specific fabrics, density grades, and layouts without paying high prototype costs.
Decoding the industrial advantages that establish Southern China as the global hub for furniture manufacturing.
China's furniture clusters, especially in Guangdong (Guangzhou, Foshan, Dongguan), provide unparalleled advantages. The density of raw materials, automated production tools, and highly efficient shipping ports create a strong ecosystem for high-volume orders.
By using semi-automated production lines and professional quality control, factories here deliver precision at scale. Key components like kiln-dried structural solid wood frames, high-density elastic foams, and contract-grade performance fabrics are readily available, keeping production costs highly competitive.
Optimized CBM packing + High-durability materials + Semi-automated scaling = Higher ROI for distributors and project procurement managers.
"By utilizing regional logistics clusters in Guangdong, shipping times to major global distribution ports are reduced by up to 20% compared to inland factories."
Tailoring modular design features to meet the diverse demands of commercial and residential environments.
Collaborative office environments require quick spatial transitions. Lightweight, armless modular units with integrated power stations allow teams to assemble private meeting pods or open brainstorming layouts on demand.
High-traffic hotel lobbies, bars, and VIP lounges need heavy-duty fabrics with high abrasion resistance (over 100,000 double rubs). Modular sets can easily swap out damaged blocks, saving operators from replacing the entire sofa.
Online direct-to-consumer (DTC) retailers need products that fit within standard courier shipping limits (like UPS/FedEx). Small, compressed modular packages reduce freight surcharges and simplify returns.
The development journey and production capabilities of a reliable furniture exporter.
Founded in 2010 in Guangzhou, China, Guangzhou Salonix Equipment Co., Ltd. began as a small manufacturer specializing in chairs for salon and home use. With a focus on craftsmanship and affordability, the company quickly gained recognition in the domestic market.
By 2013, Salonix expanded its production to include sofas and storage cabinets, establishing itself as a comprehensive home furniture manufacturer. The company invested in advanced machinery and skilled labor, improving both production capacity and product quality.
In 2016, Salonix launched its OEM and ODM services, working closely with international clients to develop customized furniture solutions. This marked a key milestone as the company entered global markets, exporting to Europe, North America, and Southeast Asia.
In 2019, Salonix upgraded its manufacturing facilities with semi-automated production lines and introduced strict quality control systems to meet international standards. The company also strengthened its supply chain and logistics capabilities to ensure timely delivery.
By 2022, Salonix embraced modern design trends, launching stylish, ergonomic, and space-saving furniture collections for both residential and commercial applications.
Today, Guangzhou Salonix Equipment Co., Ltd. is a trusted global supplier of chairs, sofas, and storage cabinet solutions, offering innovative designs, reliable quality, and flexible customization services for worldwide partners.











Clear answers to common questions about materials, regulations, and custom manufacturing processes.
Most export-oriented factories support international standards like CAL117 (California) for North America and BS5852 for the UK. Please confirm your specific regulatory requirements during the early stages of product inquiry so the factory can source compliant foams and barrier fabrics.
Modular sofas are built to pack flat or fit together closely. By shipping arms, backs, and cushions separately, factories increase container utilization by 40% to 60% compared to shipping pre-assembled sofas, which lowers per-unit transport costs.
Minimum Order Quantities (MOQs) typically range from 30 to 50 sets per style/color for standard models, and 100+ sets for customized projects. These minimums help manage material setup and run time on CNC cutting machines.
Experienced factories use kiln-dried timber (typically larch, eucalyptus, or birch) and keep moisture content levels strictly between 8% and 12%. This step prevents cracking, warping, and mold growth during maritime shipping across different climate zones.
Broaden your inventory with specialized items, including ergonomic chairs, retail display racks, and storage units.